
Pat Dennis
Mark II Progress Report – 5/7/14
by Pat Dennis
(Ed. note: The Mark II
Project continues! CLICK
HERE for previous reports--August 2010 through February 2012)
May 7, 2014
As many are aware, I ran into a “roadblock” with the production of the armatures using the flat PC board comms. This design solved the problem of building 12 duplicate motors which had the required overall length – but the magnet wires needed to be soldered at the center, a very tight area. The prototype ran as designed, but on the subsequent builds, the motors ran well initially, but went “sour” after several minutes.
This was diagnosed as solder, or tinning issue from the solder migrating onto the swept area of the brush. The first solution was to redesign the comm etch master to control solder flow (I am now up to rev 8). Then moved to the soldering process, using progressively smaller tip sizes – as the holes to pass these wires through are 0.013” (using an #80 drill bit) fitting them through the coms on a wound armature and soldering them was not consistent – I was getting too many failed units.
An enforced period of inactivity
(actually draconian restrictions following major lower back surgery) allowed
me to study the situation of minute control required and make many design sketches,
detailed, dimensional drawings for a system of repeatable control.
The grand plan was to use a Dremel Drill Press, with Dremel Drill to drill the
holes, and develop a holder to allow a resistance soldering hand piece to precisely
interchange it with the Dremel to solder things.
Additionally, I planned
to add a 0.010 copper jumper lead to be soldered to the comm segment and extend
outward to allow the winding leads to be soldered to this eliminates the constraints
of having to work in the very tight area at the center of the comm and maintain
timing.
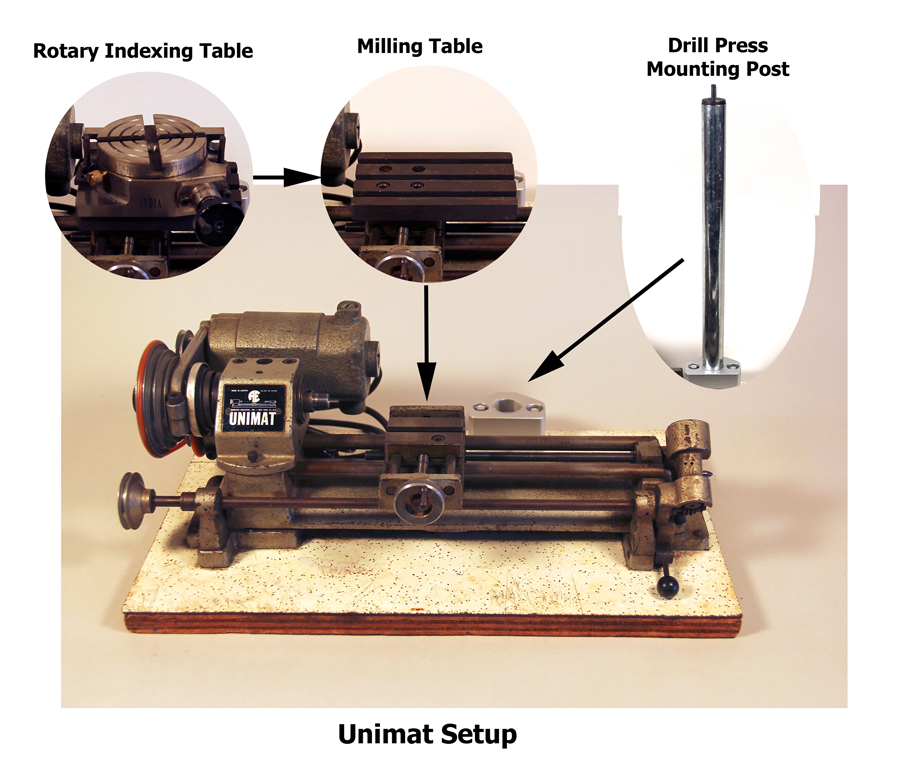
The holder for the comm was machined up and mounted on a 3” rotary indexing
table to provide the precise 120 degree rotation for each segment.
At this point it became obvious
that the Dremel Drill Press may be OK for hobbyists, but nowhere near the precision
required for this operation, so I re-engineered the unit adding additional guides,
bushings and bearings and a head down-stop with incorporated a micro adjust
to rotation on the mounting post.

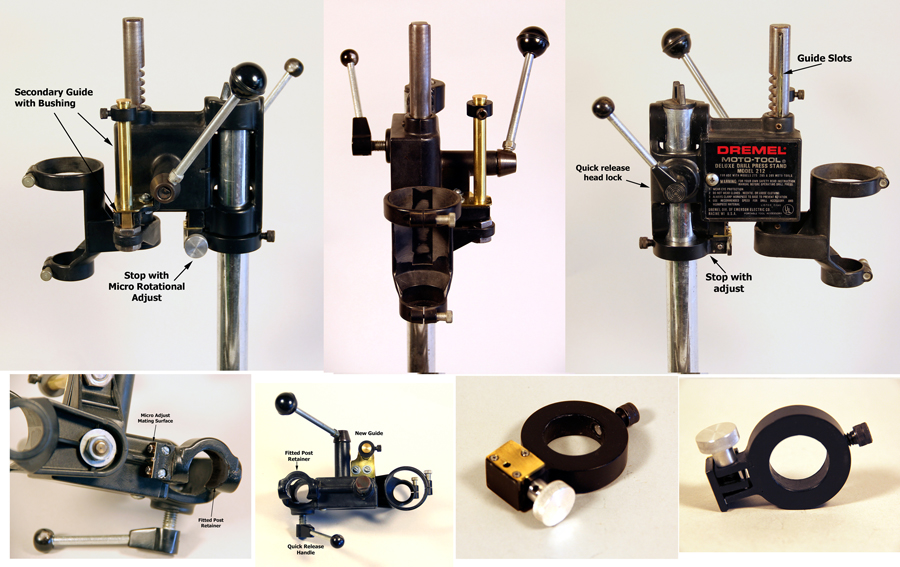
Modified Dremel Drill Press
The holder for the resistance soldering hand piece was machined and tested for interchangeability with the Dremel.

Finally, to achieve the fine adjustment required, the drill press mounting post was mounted on the base for my Unimat. By mounting the Unimat milling table to the cross slide, clamping the rotary table to this and finally centering the comm holder fixture to the rotary table, I was ready for serious testing. I probably “lost” 10 comms (fortunately using the old revision comms) before started fabricating good units.
Process:
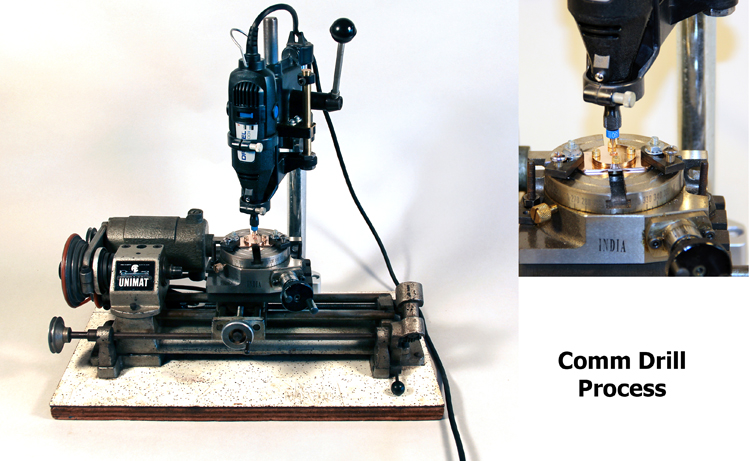
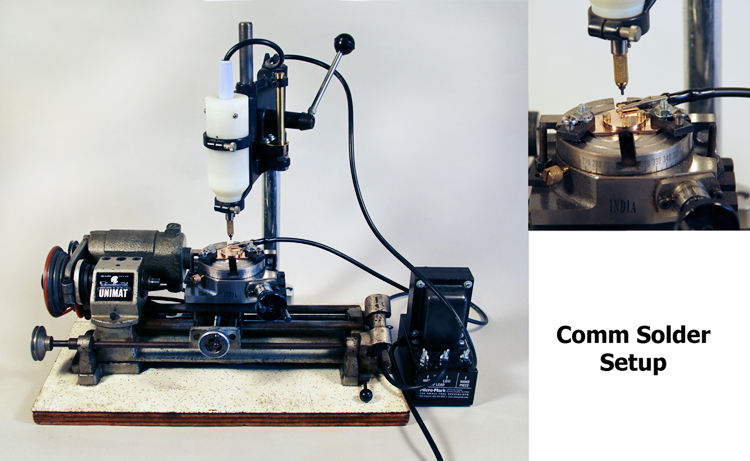
Success at last! I found that using a shortened special PC Board #80 drills, I was able to place the three holes precisely and, most importantly, with consistency. Strangely, the soldering operation became the quickest part. I was using a Silver Solder Paste (sparingly) applied to the jumper and by machining the electrode of the resistance soldering unit down to contact only the desired area of solder, it provided what I needed.

STAY TUNED!